產(chǎn)地美國(guó)
是否進(jìn)口是
品牌WEWELDING
型號(hào)WEWELDING777
直徑2.5-3.2-4.0
長(zhǎng)度300-350
適用范圍汽缸蓋、發(fā)動(dòng)機(jī)座、機(jī)床導(dǎo)軌、電機(jī)殼、
可售賣地全國(guó)
類型鑄鐵焊條
維修焊接服務(wù)項(xiàng)目包括:
因?yàn)殍T鐵件的含碳量高,鑄造形態(tài),加熱和焊接后冷卻都會(huì)產(chǎn)生金屬熱漲冷縮,韌性差就容易產(chǎn)生裂紋。如果是普通的鑄鐵件,可以通過預(yù)熱后用J506焊條焊接,焊接后保溫緩冷。如果是重要的鑄鐵設(shè)備或者零件,則建議是要通過高抗裂的比如WEWELDING777鑄鐵焊條冷焊工藝焊接。
球墨鑄鐵焊接的時(shí)候出現(xiàn)裂紋是完全可以焊接,并且用冷焊接工藝采用高抗裂的WEWELDING777鑄鐵焊條焊接,控制好焊接過程溫度不要過高即可,具體規(guī)范如下:
1、一定要找到球墨鑄鐵裂紋的源頭,甚至可以加熱然后敲擊,或者著色探傷來顯現(xiàn)裂紋。
2、處理好表面的油污,雜質(zhì),濕度等不利于焊接的因素,以防產(chǎn)生氣孔。
3、有條件對(duì)裂紋兩端做止裂孔,防止焊接時(shí)候熱膨脹產(chǎn)生裂紋延伸。
4、用分段跳躍的焊接方式焊接,冷焊工藝焊接,重要的鑄鐵設(shè)備選用WEWELDING777特種鑄鐵焊條焊接,因?yàn)橹挥锌沽研阅芎昧耍⑶覞M足冷焊工藝而不會(huì)產(chǎn)生延遲裂紋的前提下才可以用。
5、焊接過程中可以通過敲擊冷卻,減少裂紋概率。
鑄鐵氣焊非常危險(xiǎn)的,除非有時(shí)效爐。
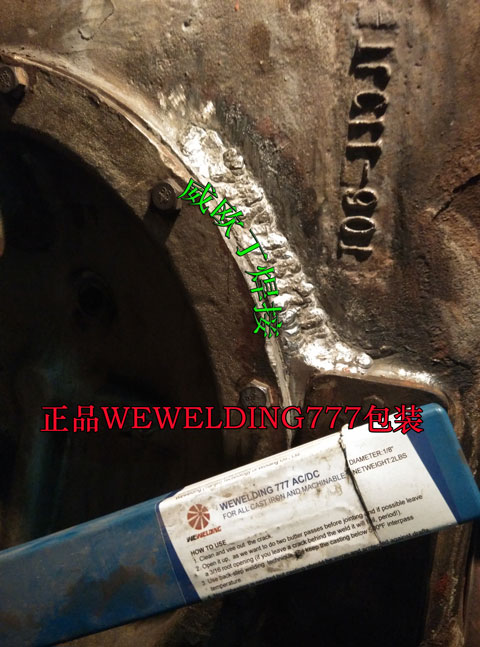
鑄鐵的裂紋,斷裂,沙眼情況好是采用手弧電焊用WEWELDING777特種鑄鐵焊條冷焊工藝施焊
WEWELDING777特種鑄鐵焊條簡(jiǎn)介
WEWELDING777特種鑄鐵焊條中的WEWELDING777是美國(guó)R&D工業(yè)公司出廠的牌號(hào),1982年的美國(guó)工業(yè)鑄鐵設(shè)備大興出產(chǎn) 鑄鐵設(shè)備因?yàn)殚L(zhǎng)時(shí)間的使用、存儲(chǔ)、操作不當(dāng)?shù)仍驅(qū)е聡?guó)內(nèi)很多的鑄鐵設(shè)備出現(xiàn)不同程度的生銹,腐蝕,裂紋,斷裂,磨損等等。在當(dāng)時(shí)對(duì)于鑄鐵修復(fù)難,不好修復(fù)的大背景下,R&D工業(yè)公司努力研究WE777的成分配比,并且著重對(duì)WEWELDING777鑄鐵焊條的藥皮加以研發(fā),添加適量的稀土元素提高焊條熔敷的性能。2010年由威歐丁(天津)焊接技術(shù)有限公司引進(jìn)中國(guó)大陸,加以對(duì)WEWELDING777產(chǎn)品在工業(yè)鑄鐵設(shè)備的修復(fù)運(yùn)用研究,成功地將WE777鑄鐵焊條的特性運(yùn)用到鑄鐵修復(fù)的案例中,成功的案例修復(fù)有:鑄鐵壓膠機(jī)輥斷裂修復(fù)、 濟(jì)柴鑄鐵缸體的裂紋焊接修復(fù) 、鑄鐵與碳鋼的異種焊接、冷焊鑄鐵發(fā)動(dòng)機(jī)缸體基座等等。

鑄鐵鑄鐵件破例要采用冷焊工藝焊接,選用適合鑄鐵與鐵異種焊接的特種鑄鐵焊條,比如WEWELDING777,這樣焊接后的焊接后可以達(dá)到48公斤每平方毫米的抗拉強(qiáng)度,及良好的裂性能,在焊接的過程中需要注意坡口的設(shè)計(jì),只有良好的坡口設(shè)計(jì),及鐵件與鑄鐵件的焊接角度,焊接過程中時(shí)刻保持母體的溫度在常溫環(huán)境,這個(gè)就是WEWELDING777特種鑄鐵焊條冷焊工藝的要求,小電流小規(guī)范防止溫度過高產(chǎn)生應(yīng)力裂紋。
WEWELDING777有效減小裂紋風(fēng)險(xiǎn),焊條的單位成本會(huì)比較高,但是維修焊接消耗比較小,不像生產(chǎn)的消耗那么大,所以有**的重要的鑄鐵設(shè)備及零配件的焊接可以選用抗裂性能較加好的WEWELDING777進(jìn)口鑄鐵焊條。
http://www.arubawebinars.com



定")
動(dòng)機(jī)缸體焊接鑄鐵焊接 威歐丁天津焊接技術(shù)有限公司")
商 威歐丁天津焊接技術(shù)有限公司")
格 切割設(shè)備 威歐丁天津焊接技術(shù)有限公司")
 204SM 發(fā)貨及時(shí)")