產地美國
是否進口是
品牌WEWELDING
型號WEWELDING777
直徑2.5-3.2-4.0
長度300-350
適用范圍汽缸蓋、發動機座、機床導軌、電機殼、
可售賣地全國
類型鑄鐵焊條
公司簡介
威歐丁(天津)焊接技術有限公司提供特種焊接維修服務,焊接加工,經營維修用特種焊接材料,承接各種維修焊接工程,提供各行業的企業焊接維修解決方案,解決各種高難度特種焊接。
鑄鐵焊接要選對焊接工藝,選對焊接材料,及注意焊接規范。
焊接時與鐵水不熔一要看焊接參數是否正確,一般是以能夠打開熔池,盡量壓低電流焊接,另外就是選用熔合性好一些,抗裂性能好一些的WEWELDING777特種鑄鐵焊條,選用分段跳躍的焊接方法,減少應力影響。

鑄鐵焊接有針孔主要是有如下原因:
1)鑄鐵母體表面油污比較多,長期經過油浸,加上鑄鐵組織比較疏松容易有油,所以在焊接的時候時候受熱,油污燒損冒黑煙會夾雜到焊接熔池里面。
解決辦法:通過焊前預熱處理,減少長期油浸產生的影響,直到組織內部的油污全部經過高溫揮發和燒損。
2)鑄鐵焊條本身藥皮受潮在焊接過程種產生氣孔。
解決辦法:需要對焊條做預熱處理,經過烘干筒烘干后使用。
3)鑄鐵焊條本身雜質含量控制質量問題,導致焊接過程種熔池有雜質多,形成夾雜而產生的氣孔。
解決辦法:需要對鑄鐵焊條本身的質量做的控制和選擇,可以選擇質量好一些的鑄鐵焊條,比如國產的比較大一些的鑄鐵焊條廠生產的焊條,比如Z308的焊條,進口的則可以選擇有口碑的比如WEWELDING777鑄鐵焊條。
4)鑄鐵母體本身材質的問題,因為每個鑄造廠鑄造的鑄鐵設備的材質都是不一樣的,所以焊接的時候因為鑄鐵母體材質雜質的含量過多,通過熔池的時候雜質返渣夾雜到熔池形成氣孔的幾率也是有。
解決辦法:只能夠通過先焊產生氣孔,再打磨,然后疊住**個焊點焊接,這種處理雖慢,但是效果也是好的。
鑄鐵怎么樣才不裂紋主要通過以下幾點
1、預熱后快速焊接后保溫,會有效減小裂紋風險。
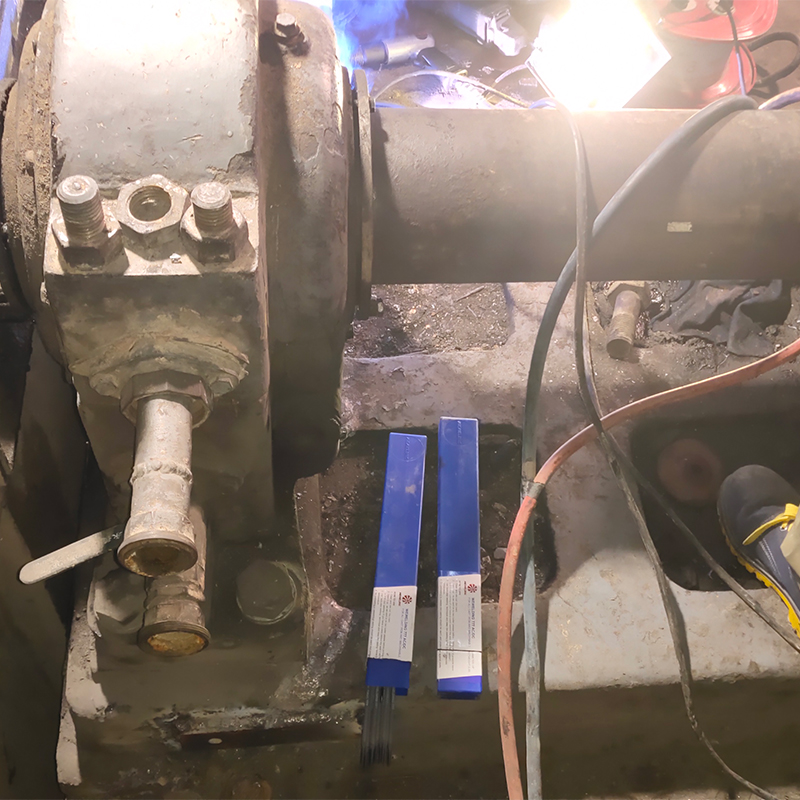
2、現場搶修如果沒有熱焊條件,就可以用適合冷焊抗裂好的鑄鐵焊條焊接,比如常用于現場重要鑄鐵設備搶修的WEWELDING777特種鑄鐵焊條焊接,冷焊工藝省卻了熱焊的工藝麻煩。
3、冷焊的時候小電流小規范焊接。

鎳鉻鉬-3的鎳鉻合金焊絲焊接鑄鐵是肯定不可以的,焊接后鉻化硬層比較硬可以高達HRC30,加工以后較加硬,不可取,并且強度級別也不是一個級別的,球墨鑄鐵如果要求抗裂效果,強度匹配,并且可以焊后機械加工,可以選用48公斤級別的WEWELDING777鑄鐵焊條,冷焊工藝焊接,可以解決球墨鑄鐵的焊后加工問題和焊后的時候壽命問題。
WEWELDING777有效減小裂紋風險,焊條的單位成本會比較高,但是維修焊接消耗比較小,不像生產的消耗那么大,所以有**的重要的鑄鐵設備及零配件的焊接可以選用抗裂性能較加好的WEWELDING777進口鑄鐵焊條。
http://www.arubawebinars.com