直徑1.2 16 2.0 2.4 3.2
長度1米
顏色及流動性204S流動性好,顏色匹配稍差,204S2流動性差,顏色匹配好
焊接方式氬弧焊
保護氣氬氣
是否進口否
是否含助焊劑是
類型實芯
焊接黃銅如果是氬弧焊接用黃銅釬料作為填充料就如樓主說的吸入太多的煙霧,頭昏腦漲是必然,這種情況下真的要做好防護保護好自己的身體,但是根本的原因是要減少這種鋅燒損,要控制焊絲鋅的占比,比如用的威歐丁黃銅氬弧焊絲,就是減少了鋅含量增加了增強流動性的元素成分,讓氬弧焊接黃銅流動較加好,成型較加好。
氬弧焊焊接0.1厚的黃銅板不是太好控制的,太薄了,如果是0.1毫米的板,好是用黃銅的低溫釬焊焊接,比如低溫179度的WEWELDING M51焊接銅合金的運用,如果是0.1厘米的話,則可以用氬弧焊點焊的方式焊接,交直流兩用,好是用交流功能,用黃銅氬弧焊絲點焊,此處說的是黃銅氬弧焊絲,不是黃銅氣焊焊絲,高純99.999%的氬氣保護。
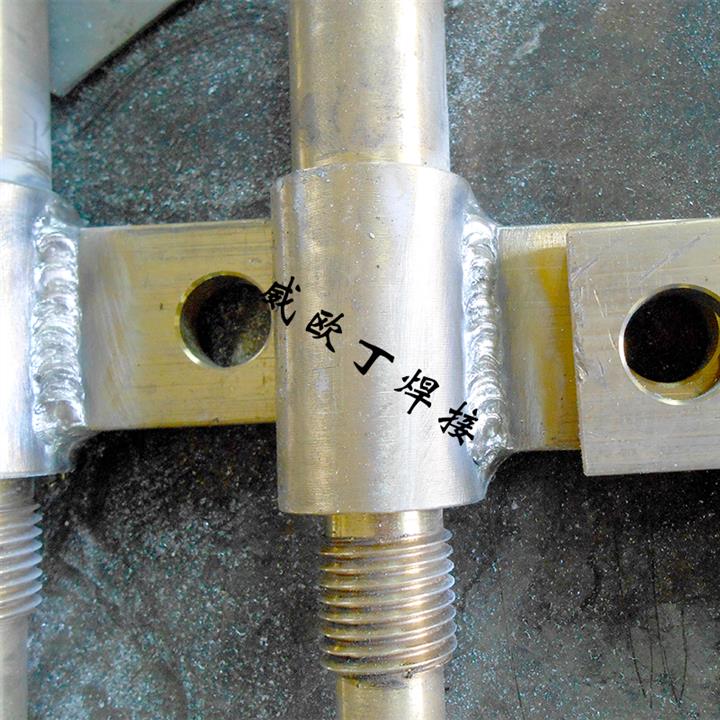
黃銅方管氬弧焊用含錫黃銅焊絲是萬萬不可的,錫黃銅焊絲是火焰焊絲,因為含鋅熔點偏低,可以大大改善氣焊的流動性,但是如果用氬弧則會出現鋅燒損,冒煙現象,干擾熔池,所以沒法實施焊接的,這種情況下一般是要用黃銅氬弧焊絲比如威歐丁黃銅氬弧焊絲來焊接這種應用就比較得理的,普通的交直流氬弧焊都可以焊接。

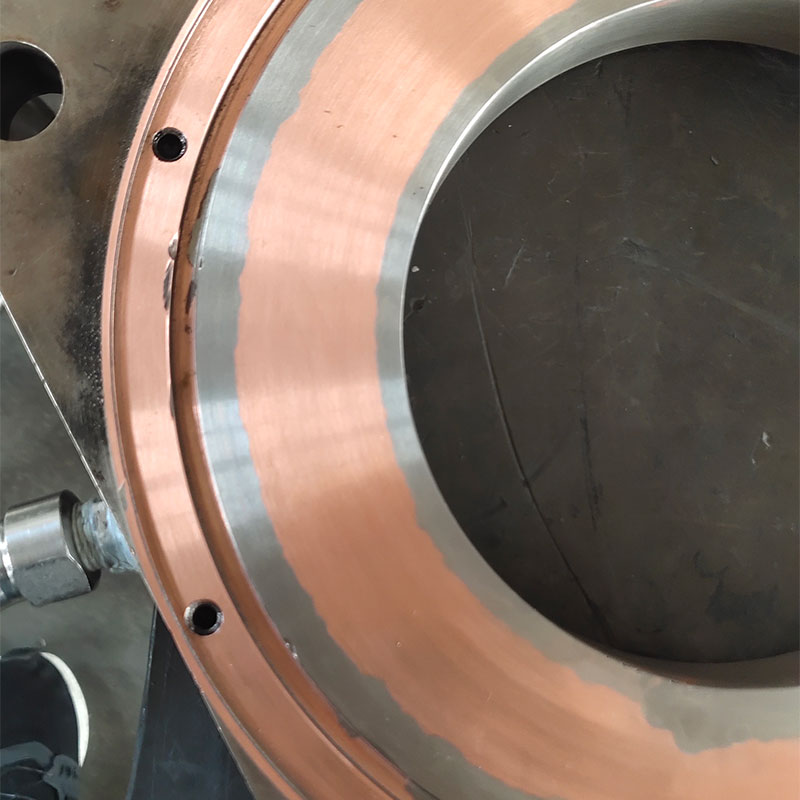
不銹鋼304與黃銅對接耐壓90公斤這種如果要用氬弧焊接的話,保險安全的方案就是用紫銅料做過度以后然后焊接不銹鋼,而紫銅與黃銅異種焊接則可以考慮用異種銅合金焊接的比如威歐丁黃銅氬弧焊絲記住不是氣焊焊絲,然后實現紫銅與不銹鋼異種焊接,這種情況下用威歐丁208S的異種銅焊絲焊接,所以難點是要做過度。
http://www.arubawebinars.com








