直徑1.2 16 2.0 2.4 3.2
長度1米
顏色及流動性204S流動性好,顏色匹配稍差,204S2流動性差,顏色匹配好
焊接方式氬弧焊
保護氣氬氣
是否進口否
是否含助焊劑是
類型實芯
銅焊焊銅水壺采用氬弧焊焊接,焊絲本身的環(huán)保指標(biāo)達標(biāo)即可。
比如焊接紫銅的話,可以用環(huán)保的紫銅氬弧焊絲比如威歐丁204的紫銅氬弧焊絲,如果絲黃銅的話,可以用環(huán)保的黃銅氬弧焊絲比如威歐丁204S的黃銅氬弧焊絲焊接,這種是比較環(huán)保的銅合金焊絲。
如果是用火焰焊接,因為有很多焊料里面鉛的含量**標(biāo),或者甚至有鎘重金屬,這樣就對人體有害了。

黃銅焊接老有氣孔產(chǎn)生,如果是氣焊的話,應(yīng)該是流動性差,毛細作用不明顯,局部有氣孔,如果是氬弧焊的話,焊接材料選擇不當(dāng)比如采用普通的釬料焊接就會容易產(chǎn)生氣孔。
如果采用氣焊的解決辦法可以提高焊料的流動性,比如采用流動性好的A203的銀基釬料,焊接的時候流動性比較好。增加毛細滲透等作用減少漏點。
如果是采用氬弧焊接的話,一般適合有一定尺寸的工件,焊絲和氣體保護很重要,一般焊絲選用黃銅的氬弧焊絲,如威歐丁黃銅氬弧焊絲,交流直流氬弧焊都可以使用。

焊接黃銅如果是氬弧焊接用黃銅釬料作為填充料就如樓主說的吸入太多的煙霧,頭昏腦漲是必然,這種情況下真的要做好防護保護好自己的身體,但是根本的原因是要減少這種鋅燒損,要控制焊絲鋅的占比,比如用的威歐丁黃銅氬弧焊絲,就是減少了鋅含量增加了增強流動性的元素成分,讓氬弧焊接黃銅流動較加好,成型較加好。

黃銅氬弧焊不是用普通的錫黃銅焊絲或者鐵黃銅焊絲,如果是錫黃銅或者鐵黃銅應(yīng)該在很多五金店有的,如果是黃銅氬弧焊的話,可以咨詢威歐丁焊接,有一款威歐丁204S黃銅氬弧焊絲表現(xiàn)就比較棒,可以分為氬弧TIG普通氬弧,也可以用MIG半自動氬弧焊。
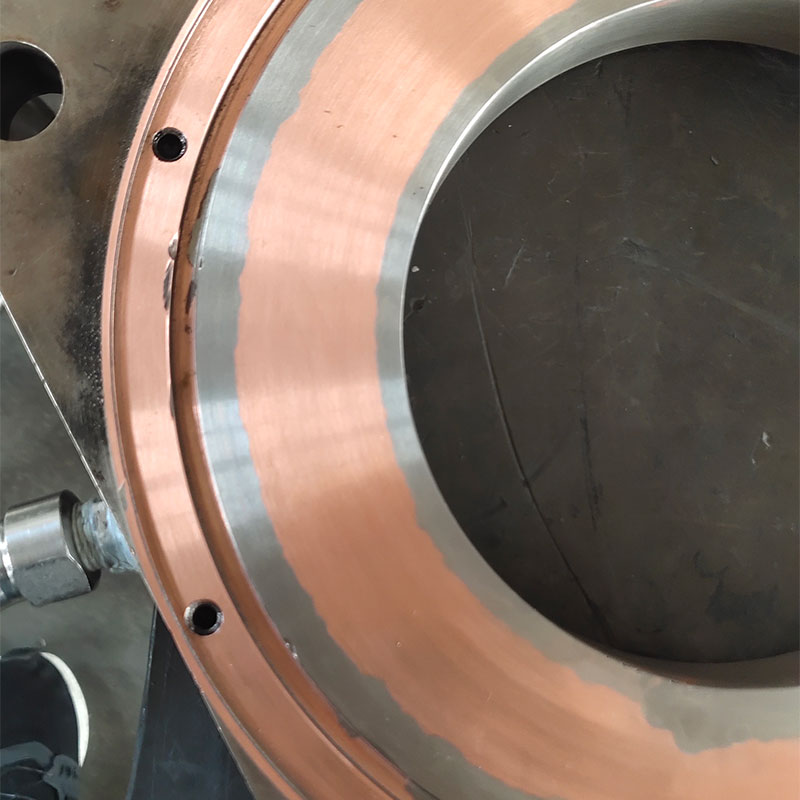
黃銅氬弧焊絲威歐丁204S可以替代火焰焊接解決包括青銅,黃銅,鋼,鑄鐵,鍍鋅,鍍鋅鐵,銅及上述金屬之間的異種焊接,焊接效率比較高,尤其適合中厚黃銅,鑄鐵與銅,銅與不銹鋼焊接,鑄鐵與不銹鋼的異種焊接。
威歐丁黃銅氬弧焊絲使用注意事項:
1、工件焊接邊緣和焊絲表面的氧化物,油等污物在焊接前必須清除干凈,否 則會引起氣孔,夾渣等缺陷,使焊縫性能降低。
2、當(dāng)氬弧焊焊接黃銅或者青銅時,因為母體本身的熔點比較低,所以對于特薄的管或者板材料焊接請確保可以正常形成熔池的前提下焊接。
3、對接接頭板厚小于 3mm 時,不開坡口;板厚為 3~10mm 時,開 60°~70 °V型坡口;板厚大于 10mm 時,開 60°~70°X 型坡口。為避免未焊透,一般 不留鈍邊。
4、焊前工件必須預(yù)熱。板厚小于 3mm 預(yù)熱溫度為 150~300℃;板厚大于 3mm時,預(yù)熱溫度為 350~500℃。
5、進行 TIG 焊時用直流正極性焊接。
http://www.arubawebinars.com


定")
動機缸體焊接鑄鐵焊接 威歐丁天津焊接技術(shù)有限公司")
商 威歐丁天津焊接技術(shù)有限公司")
格 切割設(shè)備 威歐丁天津焊接技術(shù)有限公司")
 204SM 發(fā)貨及時")