- 威歐丁(天津)焊接技術有限公司
- 18722280606



產品描述
銅焊接時因為高溫導致低熔點的鋅會燒損蒸發產生白煙,會干擾熔池的形成并且容易形成缺陷產品,為了減少這種現象需要減少鋅的含量,增加銅,鋁,錫硅的含量,典型的代表是用黃銅氬弧焊絲威歐丁204S焊接黃銅氬弧焊,可以有效減少鋅燒損現象。
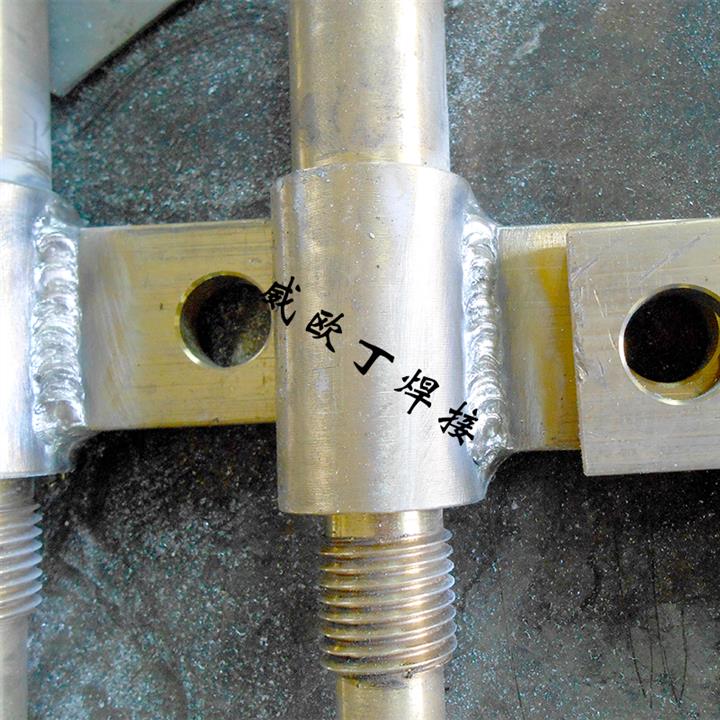
熱鍍鋅扁鋼和紫銅棒之間能焊接,這個的實質就是鍍鋅鋼與紫銅的異種焊接,常規很多人會想起黃銅氣焊,但是這種焊接費時費力,并且成型并不好,這種的焊接方法可以選用適合紫銅與鍍鋅鋼管或者碳鋼管焊接的黃銅氬弧焊絲,記住了,這個地方說的是黃銅氬弧焊絲,不是黃銅氣焊焊絲,被很多裝飾工程,或者中頻率上的線圈銅管焊接用到的比如威歐丁204S黃銅氬弧焊絲焊接,如果是焊接的口比較長還可以用雙脈沖氣體保護焊機采用盤絲威歐丁204SM來焊接。
不銹鋼304與黃銅對接耐壓90公斤這種如果要用氬弧焊接的話,保險的方案就是用紫銅料做過度以后然后焊接不銹鋼,而紫銅與黃銅異種焊接則可以考慮用異種銅合金焊接的比如威歐丁黃銅氬弧焊絲記住不是氣焊焊絲,然后實現紫銅與不銹鋼異種焊接,這種情況下用威歐丁208S的異種銅焊絲焊接,所以難點是要做過度。
黃銅氬弧焊,是需要用黃銅氬弧焊絲,而不是黃銅氣焊焊絲,氣焊焊絲只會增加鋅燒損,一般就是用低鋅非標的黃銅氬弧焊絲,比如常用的威歐丁黃銅氬弧焊絲。
威歐丁黃銅氬弧焊絲注意事項:
1、工件焊接邊緣和焊絲表面的氧化物,油等污物在焊接前干凈,否 則會引起氣孔,夾渣等缺陷,使焊縫性能降低。
2、當氬弧焊焊接黃銅或者青銅時,因為母體本身的熔點比較低,所以對于特薄的管或者板材料焊接請確保可以正常形成熔池的前提下焊接。
3、對接接頭板厚小于 3mm 時,不開坡口;板厚為 3~10mm 時,開 60°~70 °V 型坡口;板厚大于 10mm 時,開 60°~70°X 型坡口。為避免未焊透,一般 不留鈍邊。
4、焊前工件預熱。板厚小于 3mm 預熱溫度為 150~300℃;板厚大于 3mm 時,預熱溫度為 350~500℃。
5、進行TIG焊時用直流正性焊接。
產品推薦
友情鏈接



