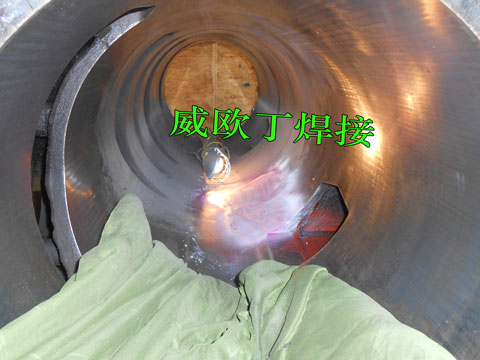
焊接工藝冷焊接
焊接方式手工電焊
焊接材料進口WEWELDING777
焊接設備威歐丁電焊機
焊接強度48公斤每平方毫米
焊接生鐵和普通鐵如果是熱焊預熱和焊后保溫處理可以用J506焊接,如果是抗裂性能要求高強度要求高就用WEWELDING777特種鑄鐵焊條這個是冷焊接工藝,就是省卻了焊前預熱和焊后保溫的繁瑣工藝。
WEWELDING777用于哪些方面?
–將鑄鐵和鋼焊接、不同鑄鐵的焊接 –傳動齒輪箱體
–灰口鑄鐵、可鍛鑄鐵或球墨鑄鐵 –下水管
WEWELDING777技術參數
抗拉強度:≥70,000 PSI (≥482牛頓/平方毫米)屈服強度:一般62,000 (≥427牛頓/平方毫米)硬度(HB):185HB 與母材顏色搭配:相似電源選擇:交直流兩用,直流時直流反接

不銹鋼焊條焊條不 可以焊接生鐵,生鐵焊接主流是兩種焊接方式
方式一:是采用碳鋼J506的焊條焊接,小電流焊接,采用熱焊的模式,對母體做預熱處理,焊后保溫緩冷。
方式二:是采用鑄鐵焊條焊接,這個時候采用抗裂性能稍微好一些的,比如WEWELDING777的鑄鐵焊條,這個時候就 可以采用冷焊的工藝,焊接的時候不用預熱母體,焊接后不用保溫處理,縮減了焊接工藝,一般使得鑄鐵設備的檢修變得可能。

鑄鐵焊接具體的焊材選用和焊接方法,得根據具體的情況和具體的要求來定。一般的鑄鐵焊接分為冷焊和熱焊兩種,熱焊是將鑄鐵高溫預熱,一般加熱到六七百度,然后快速焊接,緩冷即可。選用的焊條多為碳鋼的焊接材料,好處是焊接處顏色與母材一致,缺點是工藝復雜,風險較大,一旦失敗,一般就意味著工件報廢。
采用哪種焊條還是看使用的現場的鑄鐵設備的情況及要求。
一般民用**不是太大的,可以采用J506的碳鋼焊條或者Z308的鑄鐵焊條,通過預熱以后焊接然后快速焊接后保溫緩冷,這樣的焊接優點是成本低,不懼焊接失敗,焊接后的要求受力或者耐壓也不高。
如果是重要的鑄鐵設備則考慮到使用的安全性及停工風險性則會選用特種鑄鐵焊條如進口的WEWELDING777鑄鐵焊條,小電流小規范冷焊工藝焊接,這樣較加能夠保證焊接后的抗裂和焊接后的使用強度需求。
生鐵含碳量高,鑄造形態決定了焊接容易冷卻時候應力導致熔合線裂紋,這種情況下可以通過預熱600度焊后快速焊接后保溫處理可以提高成功率,當然了也可以通過冷焊工藝適合重要鑄鐵設備現場檢修的,這個時候就非常依賴高抗裂的鑄鐵焊條,比如進口的小藍盒WEWELDING777特種鑄鐵焊條焊接,小電流小規范,采用縫補工藝焊接,相對熱焊來說運用較加廣泛一些。
WEWELDING777技術參數
抗拉強度:≥70,000 PSI (≥482牛頓/平方毫米)屈服強度:一般62,000 (≥427牛頓/平方毫米)硬度(HB):185HB 與母材顏色搭配:相似電源選擇:交直流兩用,直流時直流反接
http://www.arubawebinars.com





