焊接工藝冷焊接
焊接方式手工電焊
焊接材料進口WEWELDING777
焊接設備威歐丁電焊機
焊接強度48公斤每平方毫米
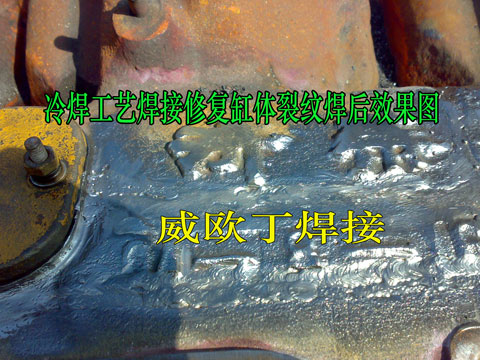
鑄鐵掉了一塊可以用普通的電焊機焊接的,就是不要胡亂選擇焊條焊接,就是要一遍焊接成功,如果來回焊接的話很容把鑄鐵件報廢,這種斷口的首先要打好坡口,然后普通的生鐵就用普通的鑄鐵焊條比如308,焊接預熱到600度溫度,然后焊后保溫緩冷減少應力裂紋,如果是非常重要的鑄鐵設備或者零件,就用高抗裂的WEWELDING777鑄鐵焊條焊接,這種就不用預熱和保溫了,因為焊條成本要高一些,所以一般適合修復重要的鑄鐵零部件或者焊接重要的鑄鐵設備。
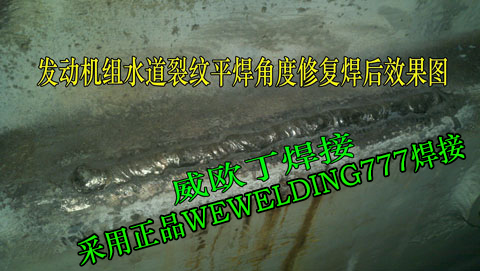
生鐵含碳量高,鑄造形態(tài)決定了焊接容易冷卻時候應力導致熔合線裂紋,這種情況下可以通過預熱600度焊后快速焊接后保溫處理可以提高成功率,當然了也可以通過冷焊工藝適合重要鑄鐵設備現(xiàn)場檢修的,這個時候就非常依賴高抗裂的鑄鐵焊條,比如進口的小藍盒WEWELDING777特種鑄鐵焊條焊接,小電流小規(guī)范,采用縫補工藝焊接,相對熱焊來說運用較加廣泛一些。
WEWELDING777技術參數(shù)
抗拉強度:≥70,000 PSI (≥482牛頓/平方毫米)屈服強度:一般62,000 (≥427牛頓/平方毫米)硬度(HB):185HB 與母材顏色搭配:相似電源選擇:交直流兩用,直流時直流反接

普通的45號鋼跟球墨鑄鐵焊接用二氧化碳氣體保護焊接就是會出現(xiàn)你說的那種情況,焊接結合熔合線無強度可言,這種情況是需要用適合鑄鐵與碳鋼異種焊接的WEWELDING777特種鑄鐵焊條焊接的,冷焊工藝焊接,這種WEWELDING777鑄鐵焊條焊接碳鋼與鑄鐵異種焊接主要體現(xiàn)在比如機體搗缸補洞,機座鑄鐵斷裂修復后用碳鋼做加強等這種高強度使用的場合下使用。

電機底座斷裂了,這個就是鑄鐵的焊接,如果非重要的可以用J506電焊條焊接預熱600度,焊接后保溫緩冷。如果重要的話用抗裂性能好的WEWELDING777鑄鐵焊條,這個是不用預熱和保溫的,將斷裂部位開坡口以后焊接,保證一定的使用高強度。
http://www.arubawebinars.com



定")
動機缸體焊接鑄鐵焊接 威歐丁天津焊接技術有限公司")

格 切割設備 威歐丁天津焊接技術有限公司")
 204SM 發(fā)貨及時")